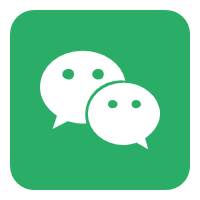
ز»،¢MESدµح³¸إ؟ِ½éةـ
MESدµح³¼´ضئشىض´ذذدµح³£¬تائَزµذإد¢¼¯³ةµؤإ¦´ّ£¬ئَزµتµت©أô½فضئشىص½آش£¬تµدض³µ¼نةْ²ْأô½ف»¯µؤ»ù±¾تض¶خ،£س¯؟ئبًةBoosterدµح³ح¨¹ذإد¢´«µف¶ش´س¶©µ¥دآ´ïµ½²ْئ·حê³ةµؤصû¸ِةْ²ْ¹³ج½ّذذسإ»¯¹ـہي،£µ±¹¤³§·¢ةْتµت±تآ¼ت±£¬MESدµح³ؤـ¶ش´ث¼°ت±×ِ³ِ·´س¦،¢±¨¸و£¬²¢سأµ±ا°µؤ×¼ب·ت¾ف¶شثüأا½ّذذض¸µ¼؛ح´¦ہي،£صâضض¶ش×´ج¬±ن،⻯µؤر¸ثظدىس¦ت¹MESدµح³ؤـ¹»¼ُةظئَزµؤع²؟¶àسàµؤ»î¶¯£¬سذذ§µطض¸µ¼¹¤³§µؤةْ²ْشث×÷¹³ج£¬´س¶ّ،ïت¹ئن¼بؤـجل¸ك¹¤³§¼°ت±½»»ُؤـء¦£¬¸ؤةئخïءدµؤء÷ح¨ذشؤـ£¬سضؤـجل¸كةْ²ْ»ط±¨آت،£س¯؟ئبًةMESدµح³»¹ح¨¹ث«دٍµؤض±½سح¨ر¶شعئَزµؤع²؟؛حصû¸ِ²ْئ·¹©س¦ء´ضذجل¹©سذ،ِ¹ط²ْ،سئ·¹³ج×·ثفµؤ¹ط¼üذإد¢،£
س¯؟ئبًةBoosterMES½«س¦سأخïءھحّسëزئ¶¯»¥ءھحّء½´َ؛ثذؤ¼¼تُ£¬زش²ْئ·ضتء؟×·ثفخھإ¦´ّ£¬تµدضا°ثùخ´سذµؤ³ةئ·،¢¹¤زص²ؤءدµؤ؟ة×·ثفذشزش،ش¼°ت¾فµؤ؟ة¼ûذش،£½«بثش±،¢»ْئ÷،¢خïءد،¢ ¹¤زص،¢»·¾³µب¹ط¼üزھثطزش¾«زوةْ²ْµؤہيؤîصû؛دµ½¹©س¦ء´ئ½ج¨ةد£¬خھئَزµ²ْدض´س،÷²ْئ·µ¼بë،¢²ؤءدخïء÷£¬ضئشىض´ذذ£¬؟â´و¹ـہي£¬ تغ؛َ·خٌصû¸ِ¹³ج×·ثفز»جه»¯·½°¸،£
س¯؟ئبًةMESزµ¼ئَزµجل¸كةْ،û²ْذ§آت£¬ثُ¶جةْ²ْضـئع£¬تµدضب«أوµؤ×÷زµ¹ـہي¼à؟ط£¬تµدضذإ،رد¢µؤ؟ة×·ثفذش£¬جل¸كئَزµ¶ش¹ث؟حذèاَµؤس¦±نؤـء¦£¬ ½µ¼¶؟â´و£¬½µµحشث×÷³ة±¾£¬ضْء¦ئَزµتµدض،°ضا»غ¹¤³§،±µؤؤ؟±ê،£
¶،¢MESدµح³·¢ص¹ا÷تئ£ہ
ؤ؟ا°خز¨“¹ْدضسذµؤMESضئشىض´ذذدµح³³ءثشع¸ضجْ،¢ز±½ً،¢ت¯»¯،¢»ْذµµبذذزµس¦سأµأ½د؛أح⣬´َ¶àMESدµح³ض»جل¹©ءثز»¸ِجو´ْ¾رé¹ـہي·½ت½µؤدµح³ئ½£ہ ج¨£¬أ»سذ½¨ء¢أودٍ²ْئ·ةè¼ئسëضئشىز»جه»¯µؤضھت¶؟âض§³إجهدµ£¬شعµ±ا°آجة«ضئ¨ژشى±³¾°دآ£¬بç؛خ¸كذ§µطہûسأ²»؟ةشظةْؤـش´سëةْ²ْة豸×تش´زر³ةخھز»¸ِط½´½â،ô¾ِµؤؤرج⣬ضطµمتاب±·¦µ÷؟طµؤتض¶خ£¬²»ؤـح¨¹ضاؤـ´«¸ذئ÷،¢ذéؤâ·آصو،¢ضاؤـسإ»¯ؤ£ذح؟âµب¨K¶شا§±نحٍ»¯µؤضئشى¹³ج½ّذذسإ»¯،£زٍ´ث£¬تµدضضاؤـضئشىتاخ´ہ´MESضئشىض´©–ذذدµح³؟ھ·¢·¢ص¹µؤ·½دٍ£¬ثùخ½ضاؤـضئشى¾حتا½«بث¹¤ضاؤـبع؛د½ّضئشى،ّµؤ¸÷¸ِ»·½ع£¬ح¨¹ؤ£ؤâר¼زµؤضاؤـ»î¶¯£¬ب،´ْ»ٍرسةىضئشى»·¾³ضذس¦سةר¼زحê³ةµؤدàس¦»î¶¯،£ض÷زھ°ü؛¬£؛
1. MESدµح³أو¨zدٍ²ْئ·ةè¼ئسëضئشىز»جه»¯ضھت¶؟âض§³إجهدµµؤ½¨ء¢;
2. MESدµح³¹¹½¨ضط¹¹ةè¼ئ¹ـہيجهدµ£¬زش²ْئ·¼°ةْ²ْضھت¶¹²ديزش¼°،ّشظہûسأخھؤ؟±ê£¬¾غ½¹·ض،¹ة¢»·¾³دآµؤضئشىختجâ¼°ضئش¼جُ¼£¬½¨ء¢²ْئ·ةè¼ئجه،©دµ;
3. MES½¨ء¢؟ةضط¹¹µؤةْ²ْدµح³£¬زش×÷خھ³¤ئعرذ¾؟ؤ؟±êµؤبلذش¹¤³§¼°ةْ²ْ¹³جضھت¶¹²دي¦خ،،خھؤ؟µؤ£¬½¨ء¢؟ةضط¹¹µؤةْ²ْجهدµسëةْ²ْ¹ـہيجهدµ;
4. MESدµح³¹¹½¨بلذشة豸£¬ہûسأضھت¶،؛؟âµبرذ¾؟³ة¹û£¬ج½جض؟ھ·¢دآز»´ْبلذشبث»ْز»جه»¯شث×÷·½ت½;
5. MESدµح³ج½جض´َ¹وؤ£،َ¶¨ضئدآµؤةْ²ْؤ£ت½،£
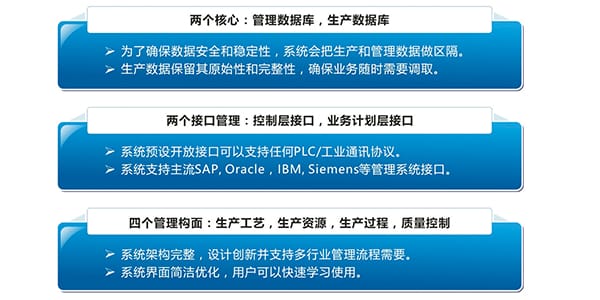
س¯؟ئبًةBoosterMES¹¦ؤـ¼ـ¹¹
JQ-MES»ùسع»¥ءھحّتµدضضئشىس빩س¦ء´µؤصû؛دسëذح¬شث×÷£¬ تµدضخïء÷،¢ذإد¢ء÷،¢¼غضµ¦ïء÷ز»جه»¯¹ـہي،£ جل¹©¼ئ»®ذح¬،¢خïء÷¹ـہي،¢×غ؛دةْ²ْ،¢ضتء؟¹ـہي،¢ة豸¹¤³ج،¢×·ثف¼à؟طµب¹¦ؤـؤ£×é،£

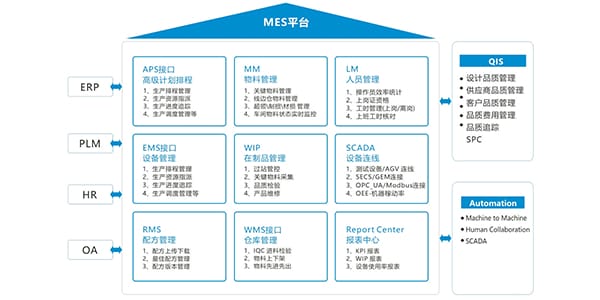
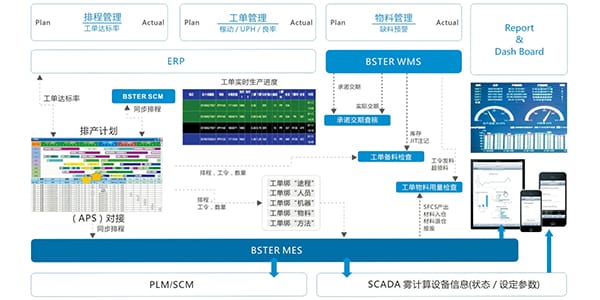
دµح³¹¦ؤـ
خ´ہ´MESضئشىض´ذذدµح³±طذë¾كسذضاؤـذش؛حتتس¦ذش,ؤـ¹»¸ù¾فضئشى»·¾³µؤ±ن»¯½ّذذضاؤـ،ةè¼ئ،¢ضاؤـش¤²â،¢ضاؤـµ÷¶ب،¢ضا،ةؤـصï¶د؛حضاؤـ¾ِ²ك،£ضطµمجهدضشعزشدآ¼¸¸ِ·½أو£؛
1،¢ضھت¶¹ـہيµؤث¼د뽫ةّح¸؛حبعبëµ½خ´ہ´µؤMESدµح³ضذ£¬MESدµح³²»½ِخھدض³،ضئشىجل¹©ءثز»¸ِذإد¢´¦ہيئ½¨چج¨£¬ح¬ت±جل¹©ءثز»¸ِضئشىضھت¶¹ـہيئ½ج¨،£
(1) بعبëר¼ز¾رéµؤضھت¶؟âµؤ½¨ء¢£»
¢ظ ضئشى¹ط¼ü¹¤زصר¼ز¨u؟âµؤ½¨ء¢£¬بç£؛¸كآ¯×¨¼ز؟â،¢ء¶¸ضذشؤـش¤²âר¼ز؟âµؤ½¨ء¢µب;
¢ع ة豸״ج¬سëةْ²ْµ÷¶بضھت¶؟âµؤ½¨ء¢£¬بç£؛¹تصدصï¶د،¢µ÷¶بؤ£ذحضھت¶؟âµؤ½¨ء¢µب;
¢غ ¹¤زص¹و،ْ³جµؤؤ£ذح»¯£¬×ش¶¯½ّذذ¹¤زص¹و·¶ةè¼ئ£¬؟ة½ّذذ¶¯ج¬µ÷صûµب;
¢ـ ضھت¶¹ـہيجهدµµؤ½¨ء¢;
¢ف MESبعبëר¼ز¾رéµؤةْ²ْ·آصودµح³µؤ،ا؟ھ·¢،£
(2) ¼¼تُ¾÷ادضھت¶؟âµؤس¦سأسë´«³ذ
¢ظ ذآ½¨¹¤³§µ¼بëMESضئشىض´ذذدµح³ت±£¬؟ةزش½«³ةتىµؤةْ²ْ¹ـہيء÷³ج،¢×¨¼ز¾رé،¢³ةتىضئشى¼¼تُ¾÷اد¹ج»¯شعدµح³¨Lضذ£¬ت¹µأذآ¹¤³§µؤضئشى»î¶¯¾كسذ¸ü¼س¸كµؤ¼¼تُث®ئ½;
¢ع MESدµح³ح¨¹سëةè،ئ¼ئدµح³،¢دْتغدµح³،¢ة豸¹ـہيدµح³µبؤ£؟éµؤ¼¯³ة£¬¼¯ضاؤـةè¼ئ،¢ضاؤـش¤²â،¢ضاؤـµ÷¶ب،¢ضاؤـصï¶د؛حضاؤـ¾ِ²كسعز»جهµؤضاؤـس¦سأ¹ـہيجهدµ£¬جل¸ك²ْئ·ضئشىب«ةْأü¨ڈضـئعµؤضئشىث®ئ½;
¢غ MESدµح³ح¨¹¶شدض³،ضئشى¹³جµؤ¼à؟طسë´َء؟تµت±ت¾فµؤ·ضخِ,؟ةزشذقص،¢حêةئضئشى¹¤زص¹و·¶,جل¸ك¹¤،³§µؤضئشى¹¤زصث®ئ½،£
2. خ´ہ´µؤMESدµح³½«بفبë¸ü¶àµؤؤ£ؤâר¼زضاؤـ»î¶¯µؤ¹¦ؤـ£¬²؟·ضب،´ْبثµؤ¹¤×÷£¬²¢¾كسذ×ش×éض¯ؤـء¦£¬تµدضبث-»ْضئشىز»جه»¯µؤضئشى¹³جسإ»¯،£
¢ظ MESدµح³²ة¢ظسأتر§ؤ£ذحسëضاؤـسإ»¯ثم·¨£¬½ّذذ¹¤³§ضئشى¹¤ذٍµؤ×غ؛دؤـء¦ئ½؛⣬±àضئبث¹¤؛ـؤر×ِ؛أµؤ¸´شس¹¤ذٍإإ²ْ¼ئ»®،£
¢ع MESدµح³ح¨¹سë·آصودµح³µؤ¨‘ءھ¶¯£¬½¨ء¢ذéؤâضئشىµؤ»·¾³£¬ح¨¹½¨ء¢¹¤³§ؤ£ذح£¬½ّذذإإ²ْ¼ئ»®µؤؤ£ؤâشثذذ£¬ش¤²âةْ²ْ×÷زµµؤ¸؛؛ةاé؟ِ،¢¶©µ¥½»ئعحê³ة،àاé؟ِ،¢²ْئ·ضتء؟ذشؤـاé؟ِµب£¬²¢جل³ِسإ»¯µؤµ÷صû·½°¸،£
¢غ MESدµح³زہ¾فר¼ز¾ر飬شع²ظ×÷ة豸ةد،¼ة趨¹ـہي؟طضئض¸±ê£¬ح¨¹سëضاؤـ¼à؟طدµح³ة豸(بç£؛ضاؤـ»ْئ÷بث،¢ضاؤـت؟ط»ْ´²CNCµب)تµت±²ة¼¯µؤذإد¢½ّذذµؤ±ص»·£¬¸ؤةئ،ئ،،ضئشى²ْئ·µؤضتء؟£¬ح¬ت±£¬؟ةزہ¾فدض³،×´ج¬اé؟ِ£¬×ش¶¯ذق¶©²ظ×÷ض¸ءîذإد¢،£
¢ـ ²ة،îسأضاؤـ»ْئ÷بث،¢ضاؤـت؟ط»ْ´²CNC،¢؟ىثظ³ةذحضئشى3D´ٍس،»ْµبضاؤـة豸£¬تµدض¸ذضھ،¢¾ِ²ك،¢¼س¹¤،¢؟طضئسëر§د°صû¸ِ¹³جµؤ¦ئضاؤـ¼س¹¤،£
3. ةْ²ْ³µ¼ن½«شعز»¸ِ¸ü¼س¾«،¼ب·µؤ¹ـ؟طض¸±ê-تµت±ذإد¢±ص»·دµح³دآ£¬½ّذذ¸ü¼س¾«د¸»¯µؤ¹ـہي،£
¢ظ ½¨ء¢¹ل´©²ْئ·ب«ضئشىضـئعµؤ×غ؛دض¸±êجهدµ£¬°üہ¨£؛²ئخٌذحض¸،â±ê£¬بçہûبَ،¢دْتغ¶î،¢³ة±¾،¢ح¶×تµب،£زµخٌذحض¸±ê¨ڈ£؛²ْء؟،¢سأ»§آْزâ¶ب،¢؟ھ¹¤آت،¢؟â´وµب;»·¾³،ùہàض¸±ê£¬بç·دئّ،¢·دث®إإ·إ،سµب;³µ¼ن؟ط¤×ضئذحض¸±ê£¬ب繤ذٍ³ة±¾،¢³ة²ؤآت،¢ؤـ؛ؤ،¢×÷زµآت،¢³ِاعآت،¢°à²ْء؟،¢؛د¸ٌآتµب،£ح¨¹¹ـہيض¸±ê²م²م·ض½âت¹µأ³µ¼ن¹ـہي،¾ذخ³ة¹ـ؟ط±ص»·،£
¢ع شعضئشى¹¤³§ب«دكةèضأ¹ـہي؟طضئض¸±ê£¬ح¨¹تµت±¼à؟ط؛ح¹³ج؟طضئح³¼ئ·ضخِ,½«ةْ²ْتµ¼¨سë؟طضئض¸±ê½ّذذتµت±،¹±ب¶ش£¬¼°ت±·¢دضةْ²ْ¹³جضذضتء؟،¢¹¤زص،¢ؤـ؛ؤ،¢»·±£،¢¹¤ذٍ³ة±¾µبتµ¼¨سë±ê×¼ض¸±ê¼نµؤ²î¨ڈزى²¨¶¯£¬²ةب،´ëت©£¬×îضص´ïµ½؟طضئ³ة±¾،¢ضتء؟،¢ؤـ؛ؤ،¢إإ·إµؤؤ؟µؤ،£
¢غ µ±ا°´َ¶àتضئشىئَزµةْ²ْ³ة±¾¹ـ،رہيتاز»ضضتآ؛َµؤ؛ثثم,¶ّةْ²ْب«¹³جµؤ¶¯ج¬³ة±¾؟طضئ¼¼تُشٍتاح¨¹¶شةْ²ْ¹³جضذخïء÷µؤتµت±¼àتس؛ح¦طت¾ف²ة¼¯,½ّذذشعدك¹¤ذٍ³ة±¾·ضخِ؛ح؟طضئ,رذ¾؟°üہ¨ةْ²ْ¹³ج³ة،½±¾½¨ؤ£¼¼تُ،¢³ة±¾ؤ£ذحش¤²â¼¼تُ،¢³ة±¾تµت±¼à؟ط؛ح؟طضئ¼¼تُµب،£
4. ح¨¹ضا،ُ،،ؤـت¾فحع¾ٍسë·ضخِ£¬½ّذذ¹ـ؟طض¸±êجهدµµؤضط¹¹زشتتس¦ضئشى»·¾³؛حضئشىء÷³جµؤ¸ؤ±ن،£
¹¤زصء÷³ج
ض§³ض¸÷ضض´ٍس،·½ت½¼°´ٍس،،ô¸ٌت½£¬²»´ٍس،»ْسذذ§½ل؛د·ہض¹³ِدضضطآ룬 ؤـ؟ىثظ،ٍµؤةْ²ْ´ٍس،µؤجُآ룬ض§³ض؟ىثظإْء؟´ٍس،،£
صë¶شئ؟¾±ص¾؟ةزشةèضأئ½ذذ²ظ×÷،¢×سء÷³ج (Sub-Route) ة趨¼°ص¹،è؟ھ ،¢ء÷³ج¸´ضئ،¢°و±¾¹ـ؟ط،£
ة豸¹ـہي
تµدضة豸تµت±¼à؟ط£¬ضتء؟ت¾ف²ة¼¯،¢خïءدذإد¢؛ô½ذ،¢ة豸خ¬»¤،؛¼ئ»®¹ـہي،¢ة豸²ختتµت±¼à،©؟ط،£
²ْئ·×·ثف
ض§³ضبخ؛خجُ¼µؤصدٍ×·×ظ£¨³ةئ·->²ؤءد->ةْ²ْ¹³ج->³§ةجµب£©
ض§³ضبخ؛خجُ¼µؤ·´دٍ×·×ظ£¨²ؤءد-> ³ةئ·-> ةْ²ْ¹³ج-> ³ِ»ُµطµب£©